

The requirements of a conveyor gearbox vary depending upon the application, with belt conveyors, chain conveyors and roller conveyors being the most prevalent in modern materials handling. Each of these three conveyor designs also have their own unique gear reducer demands.
Belt Conveyors

Belt conveyors are the predominant conveyor design in use, normally used to transport material over a level area or on a slight incline. Wormboxes, bevel-helicals and even in-line helical gearboxes are fit for use.
In mining applications, shaft mounted gearbox units (such as the Bonfiglioli TA and Dodge TAII) provide excellent performance.
Chain Conveyors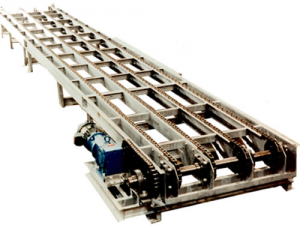

Parallel shaft and bevel-helical gear units are the most common conveyor gearbox for chain conveyors, which usually feature a pair (or more) of special purpose conveyor chains fitted with attachments. Product is conveyed either by the attachments or along the top surface of the chains themselves.
Chain conveyors primarily see duty in:
- Abattoirs
- Timber mills
- Brick plants
- Dairies
Roller Conveyors
Roller conveyors see service where loads are long and individual rollers are driven. A standard requirement from geared motors on roller conveyors is a compact design that also offers good torque characteristics.
Parallel shaft and in-line helical gear reducers are the most popular drives utilised on roller conveyors.
Further Issues We Find With Conveyor Gearboxes
- Gearboxes on incline conveyors are usually fitted with backstops as standard
- OEMs cut it too fine during the design phase, leaving too little service factor capacity in gearbox design
- Intermittent overloading is sometimes overlooked
- Importance of matching a conveyor gearbox design with the correct variable speed drive